什么原因导致中央供料系统溢出
发布时间: 2022-06-27 人气:1219 次
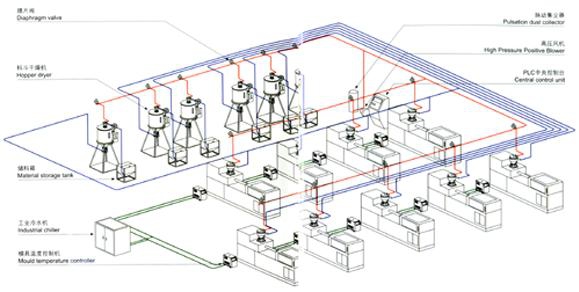
中央供料系统采用真空传动,通过集中管道系统将塑料物料从储罐传送到中央除湿干燥系统,然后将干燥物料传送到各工位。智能配料系统主从式分布控制微机配料控制系统这种全自动配料控制系统的设计是采用主从式结构,将多台单片微机连接成功能强大的系统。配料系统多种不同物料或控制输出操作具有直观、清楚、自动恢复功能;强大报表功能,能大量记录储存各类数据。供料系统为注塑车间的塑料产品生产而设计的,实现了不间断无人化连续成型作业。可根据需要改变原料品种、多颜色材料的组合使用方式,实现着色工序的自动化。集中供料系统采用一机一管的设计,保证整个系统的空气进行原料的输送,防止原料经过除湿干燥后的水分。在每次稳定运行的同时,没有发生堵塞现象。与中央除湿干燥系统配合使用。除湿干燥循环后,输送管道可清洗干净,以确保管道内没有残余颗粒物质,并确保所添加原料的性质的一致性。在真空负压作用下,原料中的原始粉尘通过粉尘过滤系统过滤出来,有利于提高成型产品的质量。
中央控制供料机头溢料又称飞边、溢边、披锋等,大多发生在进行模具的分合操作位置上。如:模具的分型面,滑块的滑配部位,镶件的缝隙,顶杆的孔隙等处。溢料不及时有效解决问题将会得到进一步实现扩大化,从而增加压印过程中模具企业形成一个局部陷塌,造成永jiu性损害。镶件缝隙和顶杆孔隙的溢料还会使中国制品可以卡在模上,影响以及脱模。
中央供料系统溢料的原因分析主要问题可以从以下两个重要方面来解释:
1、设备方面
(1)模具本身平行度不佳,或装得不平行,或模板不平行,或拉杆受力分布不均、变形不均,这些都将造成合模不紧密而产生飞边。
(2)夹紧装置调整不好,拨动机构没有调直,导致从左到右或上下夹紧不均匀,模具无法达到平行度的现象,导致模具一侧封闭严密,另一侧贴合不紧密,注射时会出现飞边。
(三)机器夹紧力不足。选择中心供料时,机床的额定夹紧力必须大于注塑制品的纵向凸出区所形成的张力。
(4)挡圈磨损严重,弹簧喷嘴弹簧失效,气缸或螺杆磨损过大,供料口冷却系统故障引起的桥接现象,设定气缸供料量不足,缓冲垫小等。都可能导致闪光灯反复出现,必须及时修理或更换备件。
2、模具方面
(1)模具分型面精度差。活动进行模板(如中板)变形翘曲;分型面上不能沾有异物或模框周边有凸出的橇印毛刺;旧模具因早先的飞边挤压作用而使型腔周边产生疲劳发生塌陷。
(2)模具设计不合理。模具型腔开口位置偏差过大,会造成模具在注射过程中产生单向拉力,导致模具飞边。
流动性好的塑料,如聚乙烯、聚丙烯、尼龙等。在熔融状态下具有非常低的粘度,并且容易进入可移动或固定的间隙,这需要模具的高制造精度。